

在机械加工时刀具磨损会降低零件尺寸精度和表面完整性,甚至会引起刀具破损,造成工件报废和损坏机床;
因此刀具磨损监测和剩余寿命预测对于保证加工质量、提高生产效率具有重要意义。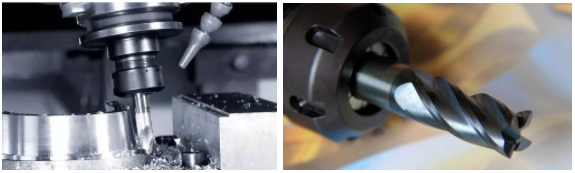
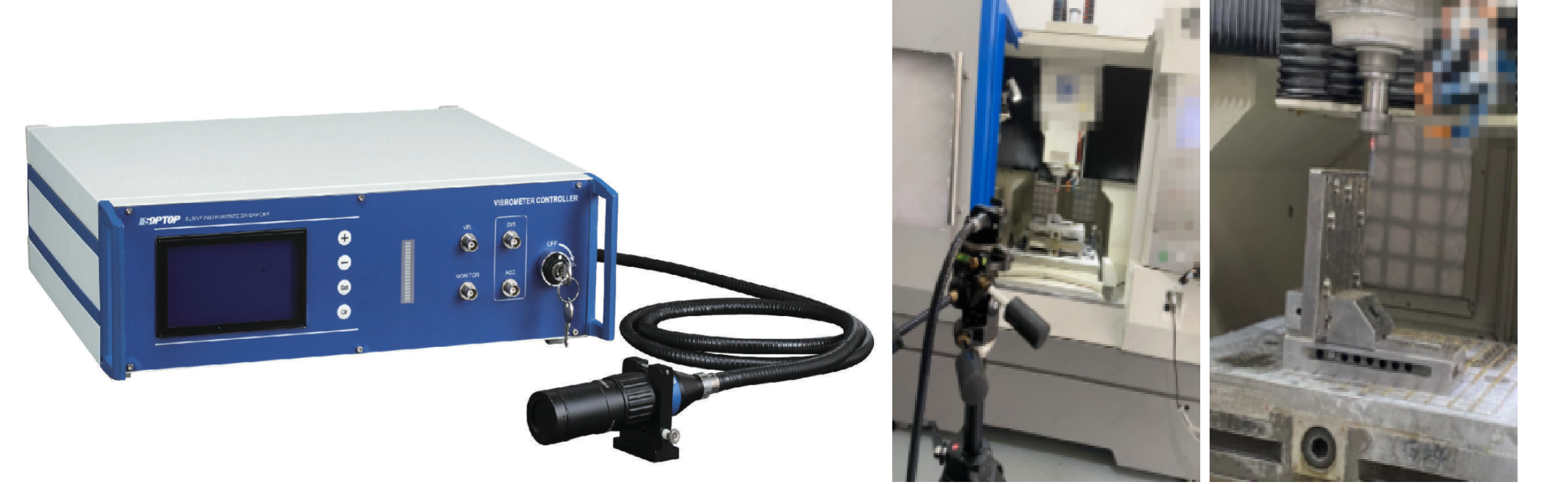
连接好单点式光纤激光测振仪硬件(如图LV-FS01型号),将激光打到被测物体表面(高温),调整测量距离、激光焦距和方向开始测试;
利用单点式光纤激光测振仪获取振动监测信号,从中提取时域、频域和时频域特征,从而进行数据分析;
判断刀具磨损程度,作为刀具能否继续使用的数据支撑。
测量点为旋转刀具的刀柄,故所测得数据为轴的安装偏心引起的振动的和铣削振动合成量,轴转速为6000r/min,故在频谱上可见100Hz主频;
如下图是某刀具运行铣削初期的时域及频域图,主频为100Hz,其他倍频次之(幅值相对较小);
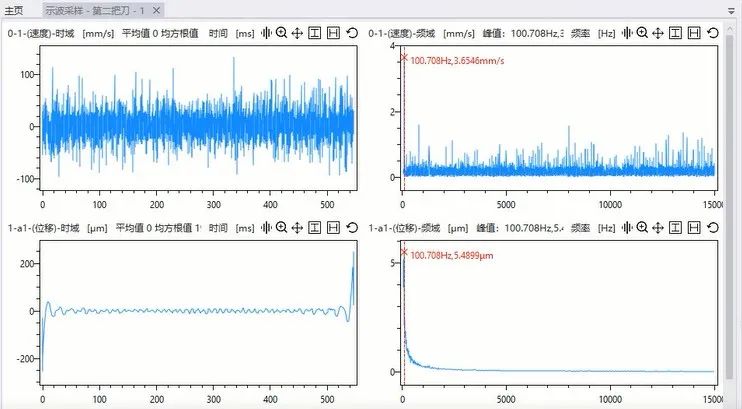
初步分析因为样品一铣刀在铣削初期,基本没有发生磨损,所以主频为转频
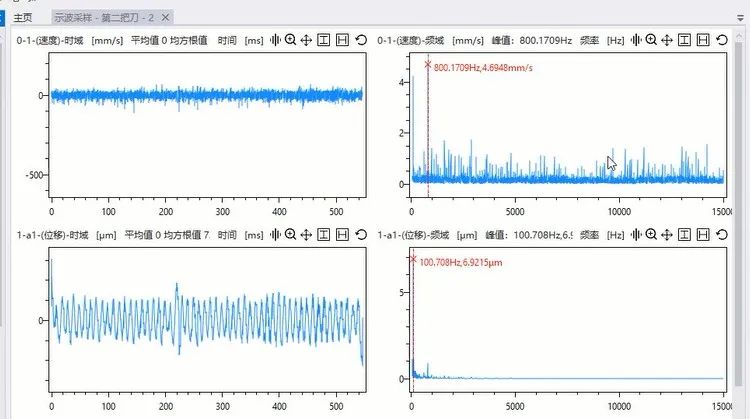
更换同一型号样品二刀具样品进行测试,发现主频由100Hz变为800Hz,分析该刀具出现了8倍转速通过频率,
该频率可能为刀刃开刃产生的刀片通过频率。
拆下刀片对比两个刀片样品,可见第二个样品刀头已经发生磨损和缺角,观察被铣削材料的铣削质量也变差;
左图为样品一刀刃,中图和右图为样品二刀刃
下图左图为刀头处刀刃的加工质量已出现材料的挤压和拉伸变形,图中切削痕迹明显易见;右图为正常刀具的加工质量。

分析样品二刀具主频800Hz原因为:
铣刀为四刃刀当出现先磨损和缺角时将变为8刃刀,在6000r/min刀的工作主频为800Hz刀片通过频率,工作转频100Hz次之。
 微信二维码
微信二维码 版权所有 北京万源恒兴科技有限公司 京ICP备18054640号-2
