

利用单点式激光测振仪对在运行的电机进行实时监测,通过时域和频域数据以及相位等手段判断故障点;
测量采用非接触式激光测振技术,避免了原始用贴片以及磁吸传感器的影响,减少附加质量的因素;
搭建好硬件及工装设备,软件设置合适的参数(FFT采样点数、采样频率、高低通滤波等),测试数据下图: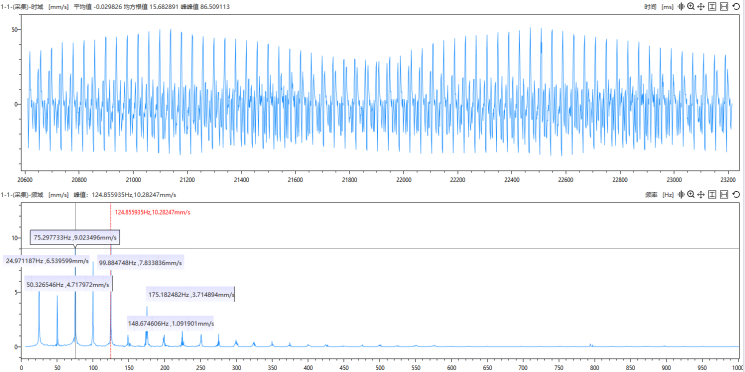
该电机转速工作转速为1500rpm,频谱中可见转频及许多谐波频率,时域波形引起截断,振动相位不稳定;
此类时频域通常是由零部件之间配合不良引起的,由于松动的零部件对转子的动态力产生非线性的响应,
所以将产生许多谐波频率,通过打开电机检修发现电机的轴承衬套在其盖内松动,及时检修避免了设备情况恶化。

电机产线振动监测场景(上图)
不同测点的振动数据可以反馈电机不同部件的问题,可以采取多通道、多传感器同时获取数据;
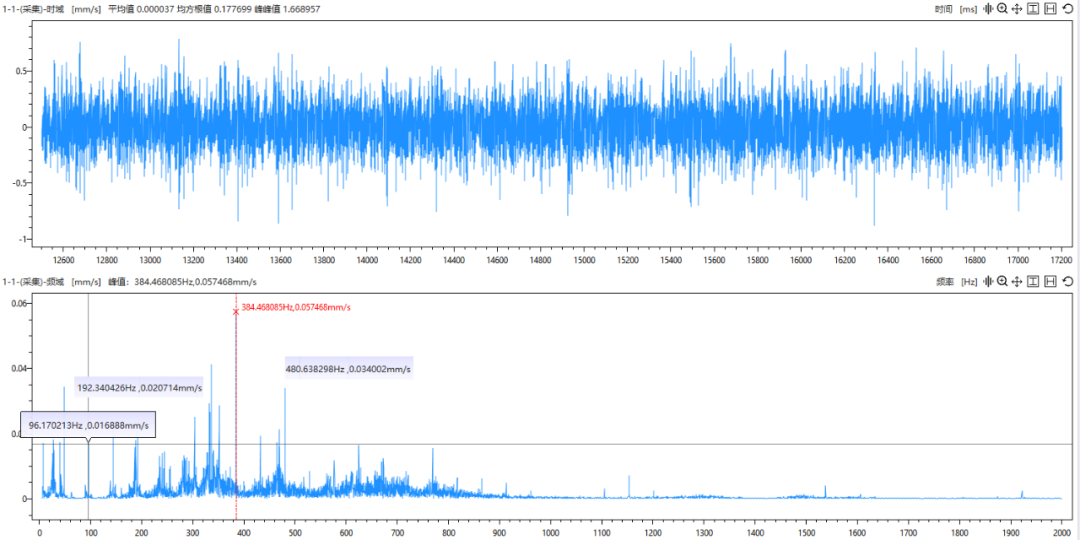
如下图所见该电机驱动端测点振动烈度异常,频谱中出现了96.17Hz轴承外圈故障频率及该频率的各阶谐波,
且明显提高了噪声变大,分析该电机驱动端轴承存在异常,检修发现该电机驱动端轴承外圈存在明显缺陷。

电机驱动端时频域数据(上图)

驱动端轴承疲劳损伤(上图)
如下图所见该电机非驱动端测点振动烈度明显大于合格产品,且频谱都主要为80.11Hz转频及其各阶谐波,
带有5Hz的边频带,分析该电机存在松动导致的动静件摩擦,检修发现该电机零部件安装时存在松动情况。
电机非驱动端时频域数据(上图)
 微信二维码
微信二维码 版权所有 北京万源恒兴科技有限公司 京ICP备18054640号-2
